站群服务到期
欢迎访问,请联系您网站服务商,续费站群VIP服务!谢谢合作。
欢迎访问,请联系您网站服务商,续费站群VIP服务!谢谢合作。







联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:www.yxhbjdsb.com
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

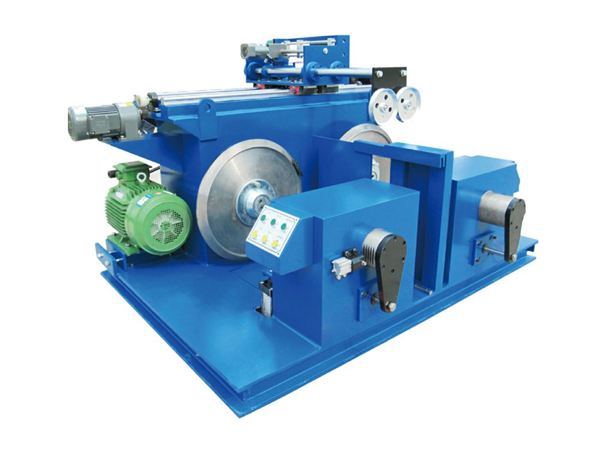
水箱式拉丝机其实属于小型的,且连续性的生产设备,是由很多拉拔头组合而成的,通过逐级的拉拔工作,将所有的拉拔头完全的置于水箱内部,之后再根据客户的要求,拉拔出不同规格且符合要求的钢丝,水箱式拉丝机还可以分为翻转水箱和重型水箱两种类型,比较适合拉拔中细不同规格的金属线材,最适合拉拔各类高中低的钢材,比如胶管的钢丝、炭钢丝和铜丝等。专业滑轮式拉丝机在对于水箱式拉丝机来说最核心的环节应该就是收卷,而且收卷环节会直接的影响到整个拉拔钢丝的质量,那么水箱式拉丝机具备哪几种不同收卷控制方式呢?主要可以分为两种,下面就和小编一起来学习了解下吧!滑轮式拉丝机厂家一、转矩的收卷控制方式,在水箱式拉丝机进行收卷的时候,整个张力会由转矩所给出的大小而决定的,但是会因为卷径发生变化,而促使张力出现不均衡的现象。二、张力辊进行调节的收卷控制方式,进行收卷时会因为张力辊自身的配重,来保证收卷的质量。如果是收卷工艺要求比较高的水箱式拉丝机的话,正常情况下会选择后一种控制的方式。

拉丝机出现此种情况主要有以下几个因素造成:1.拉丝模在不间断的生产中会由于正常磨损而使拉丝模的定径区变大。2.由于生产中退火电流的不恒定,电流忽然偏高,单丝在退火过程中被拉断或是被突变的强电流熔断。专业滑轮式拉丝机3.由于各种杆材的质量问题。在生产过程中,杆材不规则地出现质量缺陷,这就使单丝在拉丝变形中被各种无法预测的张力拉断。此情况在杆材好时较少出现解决方法:根据不同的杆材选取不同的配模方案,在生产中不断摸索。例如在生产上引法生产的铜杆时,拉2.53mm的单丝需要8道拉丝模,而生产同样外径的单丝,若用轧杆时,则要根据要求在配模时多加一块过桥模;在生产前,要对欲生产的铜杆做充分的自检,及时发现铜杆的质量缺陷,根据不同情况及时找到相应对策滑轮式拉丝机厂家,或降低拉丝速度,或将此段有缺陷的剔除。生产中不断地观察拉丝的退火电流是否正常,尤其在刚刚启动的时候,特别要注意退火电流的变化,要根据线速的变化来调节退火电流的大小,进而使退火电流慢慢地随着线速的增加而变大,保证设备的正常运行。相信只要在实际生产中着重对以上几点进行控制,铜拉丝产品的质量和生产效率都会有不同程度的提高,才能更好、更快的为下道工序生产提供强有力的生产保障。
在直进式拉丝机正式的运行前,基本都需要完成较长时间拉丝模板的使用,但是很多朋友不知道为什么要这样做。因为直进式拉丝机在正常的运行情况下,模壁肯定会受到不同的线材对造成摩擦和冲涮,所以对直进式拉丝机所造成的磨损还是比较严重的,如果这种情况持续较长一段时间之后,在材料出口的位置就会形成凹槽。专业滑轮式拉丝机如果使用直进式拉丝机的时候,一旦出现拉线膜的环沟现象的话,那么必定会将模板的损伤加大,如果又没能得到及时有效的修复的话,操作的损耗就会更大,因为没能得到及时的修复,其日后维修的难度也会增加,如果持续严重的话,沟槽也会出现较为严重的裂纹现象,最终的结果就是模具直接的报废。那么我们要如何有效的预防以上情况的出现呢?下面就和小编一起来学习下如何对直进式拉丝机的模具进行维护,操作拉丝机的人员在日常的工作中,一定要结合实际的工作总结经验,滑轮式拉丝机厂家对于直进式拉丝机日常的检验应该做出详细维护的方案,如果操作直进式拉丝机的过程中,模板出现磨损的时候,一定要及时的对其进行抛光处理,因为抛光可以让模板在较短的时间内,直接的恢复到最佳的工作状态,但是在这里有一点需要大家记住的是,在进行抛光后的模板,不管是孔的形状还是尺寸,基本都会出现较大的变化。

直进式拉丝机不仅高效高速,而且还无扭转无扭曲,因为直进式拉丝机的强冷却和性价比都比较高,所以直进式拉丝机就是一款非常卓越的无滑动的连续式拉丝机,在整个金属制品的行业中得到的应用还是比较广泛的。专业滑轮式拉丝机如果拿直进式拉丝机和滑轮式拉丝机相比较的话,不管是在生产的效率上,还是生产的成本上,又或者是产品的质量上,直进式拉丝机都占据了绝对性的优势,因为其加工出来的钢丝硬化率是比较低的,所以具有良好的塑性和韧性,而强度的波动范围也非常小,整个加工后的产品在性能上还是非常稳定的。直进式拉丝机主要由放线、拉拔和收线三个部分组合而成。而放线的部分又由上提拉式的放线架、卧式的放线架和工字轮的放线等多种方式组成,主要是为了可以更好的满足各种不同放线的要求。滑轮式拉丝机厂家直进式拉丝机必须每月都进行一次彻底的检修和保养,大概时长为四个小时左右。平时的保养也是必须有的,主要是保证设备外部的整个清洁,还有快速的接头和供气的管线有没有出现不良,上下的轴承座和升降丝杠的润滑工作,将空气过滤器中多余的积水排出,对于砂带的平衡进行检查和适当的调整。每周的检查也很有必要,将平时检查残留下的油泥清理干净,再按照平时保养的要求进行设备的润滑工作,传送带的检查主要是看起松紧和张力,还有砂带的松紧和张力的检查。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号